PAPER MACHINE, 3,700mm (trim 3,340mm), EscherWyss, 130tpd, single sided coated paper.
ESHER WYSS PM erection 1965
FINE PAPER Machine until 1988
• LOW consistency pulping
• Claflin and AGA refiners
• VALLEY Headbox 3900 mm pond side
• Dandy roll 1200 mm diameter
• Suction & plain presses
• Vertical Size Press
• 6 rolls STACK Machine Calendar
• DC sectional drive by STROMBERG
Achieved Speed 400 mpm
PRODUCTION
• Folio and roll output.
• Machine and Super-Calendared Finished grades
• Substances 60- 140 gsm
MAIN REBUILDS
BELOIT Italia Pinerolo 1978
JAKKO PORY OY SA project
• New Approach flow system
• Clark Vicario DECULATOR,
• NOSS cleaner
• Beloit Italia Polidisc
• VALLEY Headbox as before
• Pick up Press section
• DC Drive made by STROMBER Finland
• Vacuum system with CL 6002 Nash Pump
• Dandy roll as before
• Size Press as before
• Machine Calendar as before
• Cascade S&C system
• DC sectional drive upgrading
• ULMA Fault Detector 1986
• Measurex Scanner at Reeler
• Thermo retractile Oven
Achieved Speed 600 mpm
PRODUCTION
• Folio and roll output
• Machine and Super-Calendared Finished grades
• High Bulk grade :Kinder type
• Substances 55- 170 gsm
New Investments 1988
• Pre-Calendar after PRE dryers section
• COMBI BILL BLADE on wire side
• Spooner
• IR
• Measurex Scanner
• COMBI BILL BLADE on Dandy roll side
• Spooner
• IR
• Measurex Scanner
• Tail cutter before 1st and second Head
• Two machine pulpers
• Coating Colour kitchen and CELLIER filtration
• VARI STEP JAGENBERG Winder
• Roll Conveyer to Warehouse
• 6 Silos for raw material necessary to manufacture COATED PAPER
• Wrapping machine for Roll production
Achieved Speed 600 mpm
PRODUCTION
• Folio and Roll Coated Paper Output
• Machine and Super-Calendared Finished grades
• Substances 90- 170 gsm
New Investments VALMET Finland 1991
• Ahlstrom M60 screen
• Headbox with Jet Matik control
• Top Former R
• 4 NIP Press section Sym Roll (Crown Control)
• Press pulper
• Stabilizer & Single fabric on 1st group with 3 grooved dryers
• Pope reel fitted with spool warehouse
• Dryers and Fabric roll lubrication system by SAFEMATIC
• S&C system upgrading by LARIO Energy
• Stock Preparation High Density pulper HELICO by LAMORT
• Water Machine Surplus treatment System by KROFTA
• CONE for coating Colour treatment
Scheduled mechanical speed 1000 mpm
Achieved Speed 800 mpm
PRODUCTION
• Folio and Roll Coated Paper Output
• Machine and Super-Calendared Finished grades
• Substances 90- 170 gsm
New Investments 1993-99
• From COMBI BILL BLADE to HSM as Pre-Coater or as SP 1999
• IR in both sides
• Spooner
• MIRROBLADE as TOP COATER
• UNDRYER vertical system
• Updating of Coating Colour Preparation SIEMENS
• GAW filtration
Achieved Speed 800 mpm
PRODUCTION
• Folio and Roll Coated Paper Output
• Machine and Super-Calendared Finished
• Substances 90- 170 gsm
Ownership 1999
Because the European crisis of coated paper the new owner of the mill decided to modify its production from COATED PAPER grades to GLASSINE and GREASEPROOF.
New Investments 1999
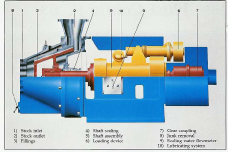
• Two Jylhävarä DD 36” refiner as Primary refiners
• HELICO Pulper nr 2 units 1998
• Pulper “Poire”
• Screen CH 7
• Diabolo
• One CONFLOW wide angle refiner as Machine refiner
• Innomatic for automatic SRº freeness control
• Automatic Stock Colour Control on Machine Stuff box
• Measurex 2001
• Measurex 2002
• VAS Dampener
• COTTA trim knives before HSM 1999
• SOFT Calendar and its pulper
• Dampener Reels warehouse by SICMA
• KLEINEVEFERS Hot Supercalender 16 rolls with Oven & Valmet QCS
• ECK Hot Super-Calendar 16 rolls with Oven
Achieved Speed 700 mpm
PRODUCTION
• Folio and Roll GLASSINE&GREASEPROOF Output
• Machine and Super-Calendared Finished
• Substances 28-55 gsm
STOCK PREPARATION
Pulping Department
Factory has at disposal :
-nr. Two (2)
-1st HELICO High Density Pulper supplied by LAMORT,
Capacity 25 m³, Power installed 450 Kw , 160 rpm
The first one is fitted of a Poire, size 2, holes 6 mm, Power installed 110 Kw and it can manage every kind of broke also wet strength type.
Close to the conveyer a guillotine can open easily all rolls out of standard quality.
-Consistency device
-Broke system on stock preparation is fitted with other two Lamort machines:
-CH7 and DIABOLO
CH7 LAMORT 0, 25 mm slots, Power installed 110 kw
DIABOLO Size 1, Power installed 15 Kw
-2nd HELICO High Density Pulper is dedicated to the cellulose and its conveyer has been designed for this purpose.
-Before refiners lines a Consistency device provides to the consistency control.
LAMORT project has been well designed. To start with the same consistency, 6 WW loading chests have been forecasted for:
-pulping,
-discharge
-dilution from 16% down to 5%.
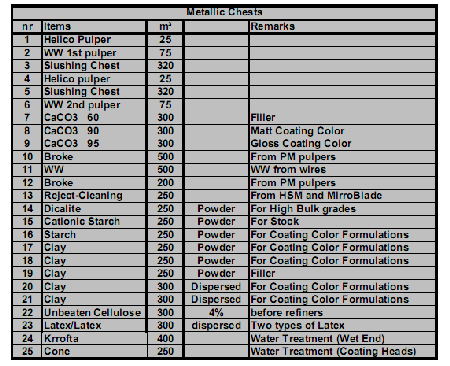
Pulp is discharged in two big chests 320 m³
All process is under PLC control.
HELICO HDP WW CHEST for HPD
RAW MATERIAL SILOS METERING SCREW
RAW MATERIAL SILOS RAW MATERIAL SILOS
LATEX CHEST CaCO3 Chest
LOW DENSITY PULPER (complete with 2 units of Perforated Plate and Rotor)
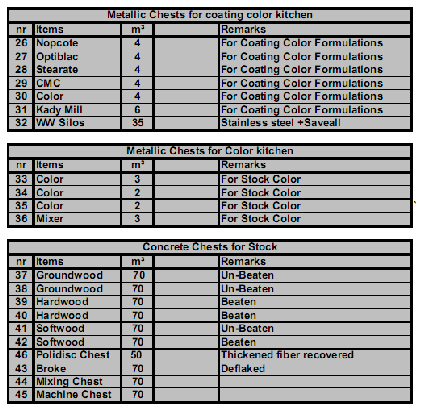
GAW (A) COATING COLOUR KITCHEN
Coating Colour preparation is under a SIEMENS computer. All surface treatment formulations are very easy prepared in the Kady mill and all components are added in scheduled amount. Corrections of formulation can be done .
Latex, Pigments, Colours, Optical Agents, Stearate, Starch, CMC are coming from various silos, each of them with mixing and proportioning system on their bottom.
Filtration is achieved by ABB Cellier vibrating screen with 120 meshes wire.
Coating Colour stocked is sent to the final point of HSM and Mirro-Blade. Supply colour to the machine and its amount recycled from those equipments are filtered (GAW units), de-aerated (two ABB Cellier units) especially for Mirro-Blade, and reused.
Capacity of Coating Colour can reach around 40% of PM Output.
COATING COLOUR KITCHEN SCHEMA
GAW COATING COLOUR KITCHEN
DYE STUFF PREPARATION.
As production has been changed from Fine Paper/Coated to Glassine and Greaseproof, big importance took the control of paper “nuance”.
COLOUR KITCHEN CELLIER VIBRATING SCREEN
An automatic system has been installed and metering of colour has been organized on fan pump Stuff Box. Measurex has been improved with colour head
Tristimulus.
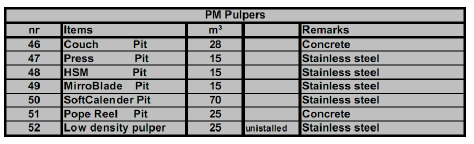
REMARKS
All metallic chests can be dismantled, reassembled and relocated in other mill.
REFINERS
PM 1 refining department has three lines;
1st:
AGA disc 320 kW rpm 750
CLAFLIN 202 585 Kw rpm 450
2nd:
CLAFLIN 202 585 Kw rpm 450
CLAFLIN 202 585 Kw rpm 450
Both lines especially used for FINE PAPER and COATED PAPER
LOW FREENESS GRADES
BOLTON EMERSON CLAFLIN 202
3rd:
Suitable for GLASSINE, GREASEPROOF
HIGH FREENESS GRADES
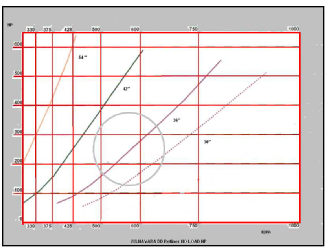
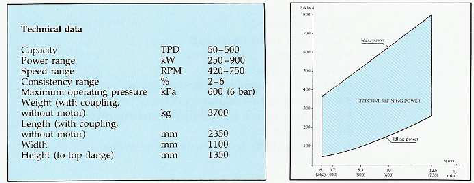
JYLHAVARA DD 36” 650 Kw rpm 570
JYLHAVARA
Jylhävarä is a machine working in DUOFLO system
According with Cellulose grades and Freeness requests, Jylhävarä DD rpm are
between 500-600
and
4th:
Also suitable for GLASSINE, GREASEPROOF HIGH FREENESS GRADES
-CONFLO Jylha 03 450 Kw rpm 525
CONFLO
High Angle CONICAL JYLHA 03 has been installed as Machine refiner.
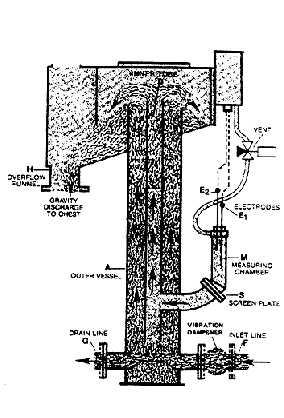
Its operation is under ON-LINE FREENESS SENSOR “INNOMATIC” 63M-7 control.
This tester operates on filtration principle in which water is extracted from pulp suspension through a screen, and it drainage rate through a fibre mat that is formed on the screen is measured. In this sensor, the amount of time it takes for a fixed volume of filtrate to be extracted from a fibre mat under a fixed pressure differential is measured, and used as an index of pulp freeness.
INNOMATIC
DEFLAKERS
Stock Preparation is equipped with two deflakers:
-ESCHER WYSS, 1500 rpm, 110 Kw
DEFLAKER
-AGA , 1500 rpm, 90 Kw ( no dwg)
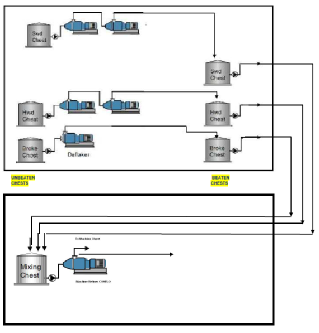
SCHEMATIC REFINERS LAYOUT
UNBEATEN BEATEN
CHESTS CHESTS
APPROACH FLOW SYSTEM designed by JAKKO PORY OY SA
DEAERATION SYSTEMS
On modern paper mill it is essential to find opportunities for reducing operational costs and improving quality. PM approach system in PM 1 provides
such opportunities in its stock de-aeration and stock cleaning systems. Often, changes are introduced to headbox flows and consistencies, but performance of de-aeration and cleaning systems is ignored. However, air and entrained gasses can be very detrimental to paper formation.
A PHYSICO-MECHANICAL PROCESS.
Stock de-aeration has been described as a physic-mechanical process, meaning it relies upon both mechanical and physical means to accomplish its objective.
Three components make up the stock de-aeration process: boiling, spraying, and impinging.
Boiling component is achieved through the introduction of stock flow into a vessel under vacuum. The level of vacuum must be very close to the "boiling
point" of the stock at its typical operating temperature. Here after a table showing the laboratory standard given by laboratory:
A this temperature, the vacuum level is within a few tenths of an inch of mercury (in. Hg) of the vapour pressure (or boiling point) of water. Such high
vacuum levels are necessary for removal of dissolved gasses from the stock.
Spraying component means the stock must be somewhat atomized to create significant surface area for the fibre and water mixture in order to provide
adequate exposure to vacuum. This requires the stock to spray through several nozzles within the de-aeration vessel. Improved spraying requires a tangential
feed on each nozzle to produce a "spin" to the flow. The stock will quickly spread out within the vessel as it exits the nozzle, creating maximum surface area.
Many changes have been done by laboratory team to find the best conditions Impingement of the stock against the interior surface of the de-aeration
vessel, is the third de-aeration component .This is a mechanical process that provides the energy to overcome the critical surface tension between small air
bubbles and fibres. mechanical team always gave big attention on proper scheduled 1st stage NOSS cleaner _P and to its feeding 1st fan pump; 1st
Fan pump characteristics failure can give negative result to the final goal.
FOREMOST-PRINCIPLE
100% AIR REMOVAL. Throughout the history of the Deculator process, one principle has remained 100% air removal. Furthermore, this feature is defined as
the removal of all entrained air and dissolved gases. It has been proven that removal of entrained air and dissolved gases is essential to the best papermaking
practices. Entrained air is defined as air bubbles that are attached or bound via surface tension to fibres, forming small flocks. Dissolved gases are suspended
within the stock flow while it is under the pressures experienced in the stock cleaning and screening processes. Dissolved gases are released
immediately from the dissolved status as soon as stock exits the headbox slice. Failure to remove the entrained air and dissolved gases can impact
formation and, ultimately, sheet quality.
As it is well know, many research was presented on the topics of air entrainment and dissolved gases in stock, highlighting their detrimental effects on
-drainage, -pinholes on low substances, and web breaks. Following picture illustrates the air and dissolved gases effects on the mechanical characteristics.
Obviously low substances get more detrimental effects
APPROACH FLOW system is a typical DOUBLE DILUTION type.
-1st Fan Pump capacity 38.000 lpm
-2nd Fan Pump capacity 46.000 lpm
-CLARK VICARIO De-Aerator system capacity is the same of VALMET Headbox : 48.000 lpm.
It was working properly and many Laboratory controls showed a very small amount of air entrapped and dissolved was present at DECULATOR outlet.
Other important item for the system functionality is its position; level inside de-aeration device has to be higher than 11.000 mm over 1st WW silo.
Finally vacuum is applied by 2 stages:
1st Thermo-compressor (Venturi nozzle)
2nd a couple of Nash Cl 2000 and Nash CL 1000 as the following picture is showing STOCK CLEANING is achieved by a 5 stages (nr.4) NOSS system Canister
type; Just before 2007 a GLV-clp AS 6th stage has been added to the previous NOSS cleaners.
NOSS CANISTER CLEANERS
As screening PM1 flow sheet presents:
-1st stage Ahlstrom Pressure screen M60 fitted with slots basket
-2nd stage Centriscreen mod 1o
-3rd stage Vibrating screen.
To control the consistency of Broke coming from couch pit, system is equipped with a Thickener diameter 2000 mm, face 3000 mm
THICKENER
FLOW SHEET
WW OVERFLOW treatment
PM 1 has a BELOIT POLIDISC 12’6” diameter fitted with 16 discs. Chest
level of Polidisc and its Inverter gives good flexibility to the system.
POLIDISC Schematic picture
Capacity of disc filter is 3,6 US Gallon per square foot.
Vacuum applied is coming from barometric drop legs.
POLIDISC and PIPING to & from DECULATOR
Recovered stock at consistency of 8% goes to the chest 46 and then to the mixing chest.
VALMET HEADBOX nr 6942889
-Hand of HB Right
-Bottom and Top Lips supports are under temperature control.
VALMET HEADBOX REAR VIEW
-Tube bench pipes on the edges are designed to minimize the wall effect on the flow and gsm profile.
-HB is provided with opening system for survey and cleaning. Dampening device, Tube bench and tapered tube.
HEADBOX MAIN DATA
-Flow to the wire
-Min 24.000 lpm
-Max 44.000 lpm
-Consistency
-Min 4.0 gpl (grams/litre)
-Max 9.0 gpl
-Pond Side 3960.0 mm
-Spindle number 33
-Spindle pitch 120.0 mm
-Max regulation between two spindles 0.25 mm
-Top lip movement 0 ; -25 mm
-Turbulence lip extension 8.0 mm
-Jet Matik spindle control to achieve good cross machine substance profiling
FOURDRINIER
Before the Top Former R, Fourdrinier is equipped with:
-Forming board in full ceramic with lead foil 200 mm and 55 mm foils (0 Angle) to give good micro- turbulence after the jet impingement.
FORMING BOARD 1st -2nd HYDROFOILS BENCH
- Hydrofoils unit 5 foils (with ceramic insert),
- Hydrofoils unit 5 foils (with ceramic insert),
- Hydrofoils unit 7 foils (with ceramic insert),
3rd HYDROFOILS BENCH+ARCFOILS 1st VACUFOIL + ARCFOILS
-7 Arc Foils (full ceramic ),
-Vacufoil unit 11 foils (with ceramic insert),
-2 Arc Foils (full ceramic ),
- Vacufoil unit 7 foils (with ceramic insert),
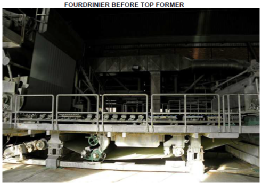
FOURDRINIER BEFORE TOP FORMER
TOP FORMER (cantilevered)
PM 1 is equipped with a VALMET TOP FORMER type R; R means ROLL. It is a device using only centrifugal force to achieve top side drainage. No vacuum pump is used to accomplish the above mentioned goal.
TS VIEW VIEW from HB
-1st Roll covered with wire 7 meshes,1020mm diam.
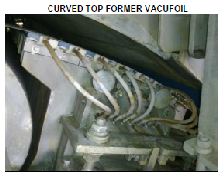
-Curved suction box (full ceramic ), as Vacufoil,
CURVED TOP FORMER VACUFOIL
-Centrifugal roll, 1010 mm diameter,
-Plain suction box (full ceramic ), 20 KPa vacuum,
-1st Lead Roll, 610 mm diameter,
-Two suction boxes (full ceramic, Holes ), 30 KPa vacuum,
-Top Former Drive Roll, 610 mm diameter,
-Two suction boxes (full ceramic, Holes ), 35 KPa vacuum,
-Wire roll 610 mm diameter,
-Guide roll 410 mm diameter,
-Stretcher roll 610 mm diameter,
-Couch roll with Bronze shell, 816 mm diameter,
- Opened area 28%, holes 6,25 mm,
- Two vacuum: 1st 40 KPa, 2nd 65 KPa
-Bottom wire Drive roll 666 mm diameter,
-6 wire rolls, Two Stretcher, One guide 410 mm diam.
Both wires have low pressure shower and oscillating HP needle shower with multi stage pump for continuous cleaning at 18 bar on paper side. Before breast roll a low pressure shower maintain clean the bottom apron board.
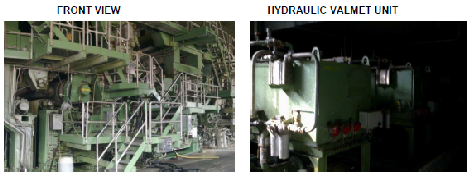
PRESS SECTION (cantilevered)
VALMET Press section manufactured in JYVÄSKYLÄ Finland has been designed with four (4) NIP.
VALMET Press section Linear pressure:
-1st (swimming roll) 70 KN/m
-2nd 90 KN/m
-3rd (swimming roll) 110 KN/m
-4th (swimming roll) 140 KN/m
FRONT VIEW
FRONT VIEW HYDRAULIC VALMET UNIT
1st web free draw happens after the 3rd NIP. In that point, function of different grades, we can consider the dryness content can reach a value within 38
and 41%.
During the web way between 3rd and 4th NIP, a suction felt roll has been installed;
the presence of this equipment gives a guaranteed run ability to the PM, because dangerous wrinkles cannot be created.
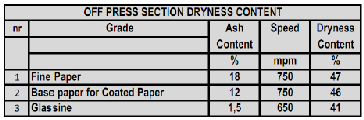
Last press gives a very import progress to the press drainage and the following table shows the achieved dryness content at press section outlet:
These value gives to the PRE drying section a very high evaporation rate, that in case of Fine paper production it can reach more than 25 kg/m²/h, even more,
without dusting on the 1ts drying group doctors.
Vacuum on Press section
Pickup roll is fitted with a Single suction box.
Suction press is fitted with Three suction boxes: High, medium, High vacuum.
Suction felt roll in 4th press run has only one suction box.
Felt conditioning is achieved in the following way:
-Pick-Up Felt : two Uhle box 12+12 mm slots, with 45+45 m³/min at 50 KPa.
-1st bottom Felt : one Uhle box 12 mm slots, with 45 m³/min at 50 KPa.
-3rd Felt : one Uhle box 12 mm slots, with 45 m³/min at 50 KPa.
-4th Felt : one Uhle box 12 mm slots, with 45 m³/min at 50 KPa.
FELT Cleaning
All Uhle boxes have low pressure shower and oscillating HP needle shower with multi stage pump for continuous cleaning at 18 bar on paper side
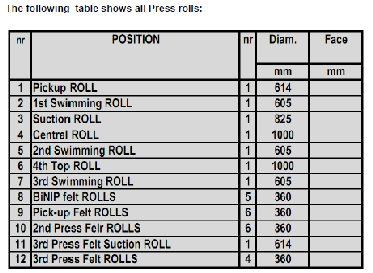
The following table shows all Press rolls:
-Felt change is very easy and waste timing can be considered less than one hour.
-VALMET hydraulic centralized system.
Concerning spare rolls, see later ulterior table.
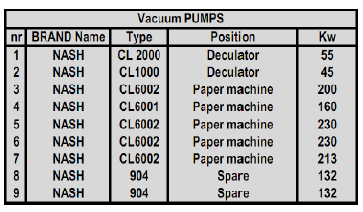
VACUUM SYSTEM
Thank to the following vacuum pumps (first two installed on DECULATOR de-aeration system), PM wet end can give good dryness content at couch roll and 4th NIP outlet.
VACUUM SYSTEM SCHEME
To preserve vacuum pumps with good efficiency, Cooling tower is necessary to decrease the ring water temperature. Following table shows the temperature effect in terms of percentage.
DRYER SECTION
Regarding dryness content big effect over it is given by the Ash content.
Next paper investigates the evaporation rate on PRE and POST drying sections of the subsequent grades the Indonesian firm intends to manufacture:
-Fine Paper, Produced with low freeness 30 SR °and ash content more than 15%,
-Greaseproof
-Glassine, Both with high freeness 80 SR °and very low amount of ash content.
PM 1 is equipped with a very big drying section:
-PRE 41 pieces (3,5 bar as working pressure, 1500 mm diameter 3960mm face +60 mm of rope groove).Unfortunately three of them have been modified in grooved cylinder to give efficiency to stabilizers and slalom fabric on the first group.
POST drying section equipped with 13 dryers (3,5 bar as working pressure, 1500 mm diameter 3960 mm face+60 mm of rope groove), can sustain the performance of the PRE section only if IR are installed.
Remark: It is necessary to remember the Mirro-Blade, not necessary to manufacture the above mentioned grades, and HSM are provided with IR rows.
As it is well know 1.0% more of dryness content means 4,5 % of higher speed. A low dryness content decreases also the average value of EV evaporation rate in kg/m²/h. These two facts explain why there is a big speed difference within Fine paper and Greaseproof/Glassine, but basically speaking, PM has a very strong drying capacity.
DRYER SECTION layout
PRE DRYER
-1st group (Single felt run),
-Baby dryer
-3 Top dryers
-3 Bottom dryers modified in grooved dryers to increase the efficiency of
-3 Stabilizers
-2nd group (top and bottom felted),
-6 dryers
-3rd group (top and bottom felted),
-10 dryers
-4th group (top and bottom felted),
-10 dryers
-5th group (top and bottom felted),
A efficient tail knives device nr. 1 is installed before the last dryer.
-Measurex nr. 1
-HSM High Speed Metering
-Infra Red Rows on both sides:
WIRE SIDE TOP FORMER SIDE
-Spooner to avoid dusting and picking during printing.
SPOONER
-GAW Final points and coating colour filtration,
GAW FILTERING; FINAL POINTS
-Threading system by motor.
POST nr 1
-6th group
-5 dryers
An efficient tail knives device nr. 2 is installed before the last dryer.
-Measurex nr 2
-Zincometal edges knives, to have always the same paper trim
-Mirro-Blade
TWO MIRRO-BLADE pictures
-GAW Final points and coating colour filtration
GAW DE-AERATOR FINAL POINT
-Threading system by motor
-Uni Dryer air + IR equipment
UNI DRY I.R.
-nr 1 Chromed dryer as revolving dryer
POST nr 2
7th group
-5 dryers (nr 51 with Teflon )
-2 sweater dryers
An efficient tail knives device nr. 3 is installed before the last dryer.
ONE of THREE TAIL KNIVES
ESCHER WYSS DRYER SECTION
After PRE, POST nr.1 and POST nr.2, last dryers are equipped with efficient oscillating blade.
-Drive DC type by STROMBERG
-Enclosed gear with satellites
-Gear box and motor
-Lubrication
-Dryers and fabric rolls have the original system revamped by SAFEMATIC
-all fabric roll are lubricated with oil.
LUBRICATION SAFEMATIC UNIT SAFEMATIC FLOW METERS
-HUNT MOSCROP SOFT CALENDER
-Hot roll on the Top+ Swimming roll on the Bottom diameter 700-520 mm
-Swimming roll on the Top+ Hot roll on the Bottom diameter 520-700 mm
-Temperature control by oil
-Max linear pressure 90 KN/m
SOFT CALENDER
-Fault detector ULMA (Stromberg),
-Measurex nr.3
FAULT DETECTOR and MEASUREX nr 3
-POPE Reel TAMPELLA
-Drum diameter 1100 mm
-Pneumatic system
-Spools warehouse (total 78 units)
-Reel drum grooved
POPE REEL GROOVED DRUM PM SPOOLS
TAMPELLA CARCANO REEL SCHEMA
PM SPOOL
STEAM & CONDENSATE SYSTEM
S&C system has been revamped by Lario Energy and it is a typical Cascade system in PRE and in POST. No turbulence bars have been installed.
Condensate drainage is performed by fixed Deublin siphons.
Originally the Ventilation system was SF from Sweden. Also here Lario Energy have done a good revamping especially on PRE drying hood
PRE DRYER HOOD
and on the 4 economisers, exchangers.
ECONOMISER&EXCHANGER by SF
Remark: POST nr.1 and POST nr.2 have NOT enclosed hood because the presence of IR and Italian law doesn’t permit erection of these types.
Because the cold area of big attention has been done on the building ventilation, thank to the false ceiling.
Present good building conditions demonstrate the good job done by Lario Energy
VAS DAMPENER
MAIN DATA
-Un-Winder roll diameter 2400 mm
-Winder roll diameter 3050 mm
-Mechanical speed 1000 mpm
-Working speed 800 mpm
-Knives COTTA
-DRIVE DC ANSALDO
-Motor 75 Kw
-Pressure roll 405 mm diameter
BRUSH VAS DAMPENER
According with grades, Final Moisture achieved runs within 20 and 24 %,.
REELS WAREHOUSE
Main Data
-Jumbo roll diameter 2400 mm as max
-Face 3700 mm as max
-Average Reel weight 9500 kg as max
-Total Reels at disposal 9 nr
-Reels pitch 2450 mm
-Rail slope 0,7 %
-TS/BS Bearing Centre 4690 mm
-Total reel width 5270 mm
-Spool weight 3000 kg
-Warehouse reel speed 4,5 mpm
-Moveable connection with Dampener Unwind
SICMA REEL WAREHOUSE VIEW BEFORE VAS DAMPENER
SICMA REEL WAREHOUSE PLAN BEFORE VAS DAMPENER
SUPERCALENDERS
PM 1 is equipped with three supercalenders
-COLD Supercalender ECK
-Linear Pressure 210 KN/m
-Queen and King Swimming Rolls
-Stack nr 14
-Face 3740 mm
-DRIVE Brown Boveri
-Speed 750 mpm
-Elevators nr 2
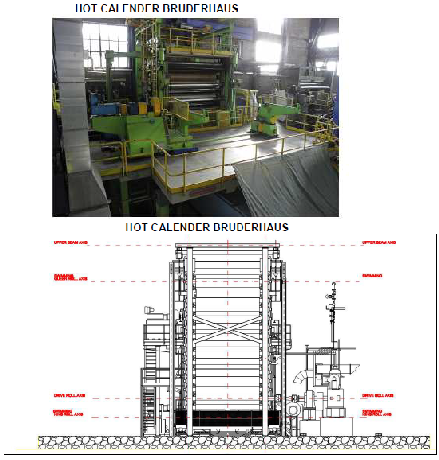
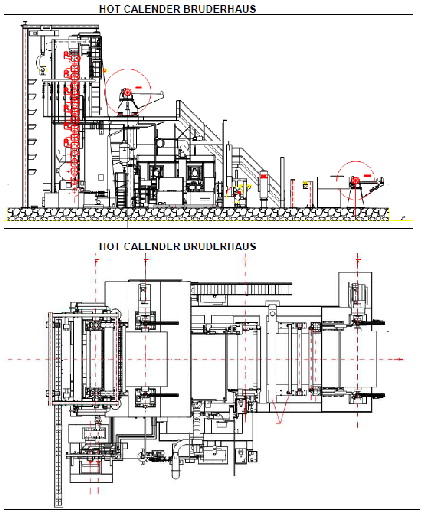
-HOT Supercalender BRUDERHAUS
-Linear Pressure 400 KN/m
-Main revamping 1999
-New Unwind and New Rewind
-Queen and King EW Swimming Rolls
-Stack nr 16
-Face 3740 mm
-DRIVE Ansaldo
-Speed 700 mpm
-Cold cylinder
-Hood Conditioning system
-QCS VALMET
-Elevators nr 2
-HOT Supercalender ECK
-Main revamping 2005
-Linear Pressure 400 KN/m
-New Unwind and New Rewind
-Queen and King EW Swimming Rolls
-Stack nr 16
-Face 3740 mm
-DRIVE Ansaldo
-Speed 700 mpm
-Cold cylinder
-Hood Conditioning system
-QCS no
-Elevators nr 2
HOT CALENDER BRUDERHAUS
HOT CALENDER BRUDERHAUS
HOT CALENDER BRUDERHAUS
HOT CALENDER BRUDERHAUS
HOT CALENDER ECK
HOT CALENDER ECK
WINDER
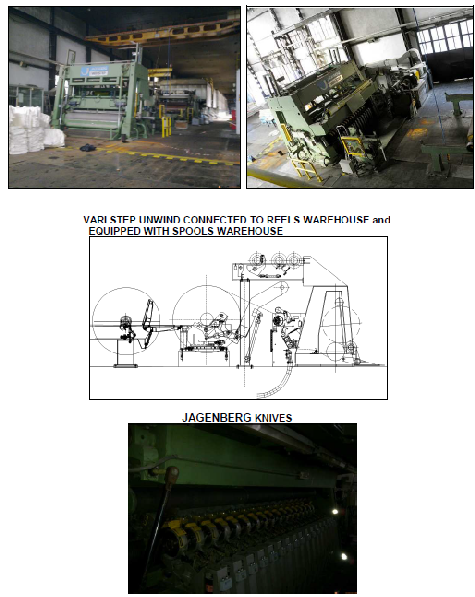
JAGENBERG VARI Step Type 65-15 TR
-Trim suitable for PM
-Drum diam. 600-850 mm
-Speed 1800 mpm
-Unwind diam. 2400 mm
-Rolls diam. 1250 mm
-Core diam. 76-100-150 mm
-New core during previous set run
-Knives nr. 17
-Drive DC
-Motors nr. 2 each 212 Kw
-Unwind Motor & brake
VARI STEP JAGENBERG
Rolls are shipped to the warehouse tank to a conveyer
VARI STEP UNWIND CONNECTED TO REELS WAREHOUSE and
EQUIPPED WITH SPOOLS WAREHOUSE
JAGENBERG KNIVES
FINISHING DEPARTMENT
Finishing room is equipped with the following machines:
-VALMET Sheeter mod, SCR
-Year 1991
-Type Syncro 2 motors
-TRIM 1650 mm
-Unwind nr. 4
-Decurler
-Speed 250 mpm
-Dual Layboy for quick pallets change
BIELOMATIC Sheeter
-Year 1987
-Type Syncro
-TRIM 1650 mm
-Unwind nr. 5
-Decurler
-Speed 250 mpm
-Dual Layboy for quick pallets change
-LAMB Wrapping Machine
-Unwinding stand for different trims
-Designed for dia. 1500 mm, face 2500 mm
POLAR GUILLOTTINE
THERMORETRACTILE OVEN
PALLET WEIGHING CONVEYER
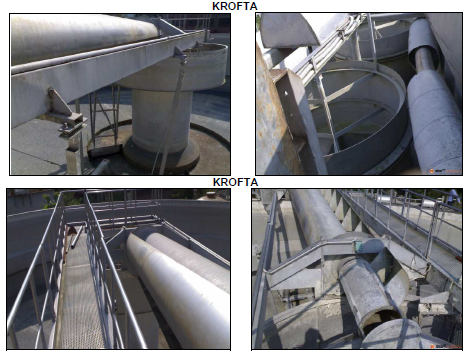
OUTGOING WATER TREATMENT
KROFTA SediFloatator
TURBIDITY equipment
CONE Decanter
KROFTA
KROFTA
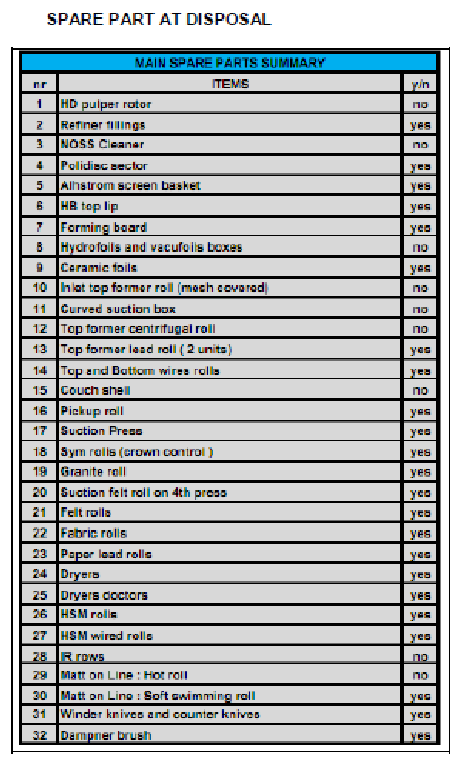
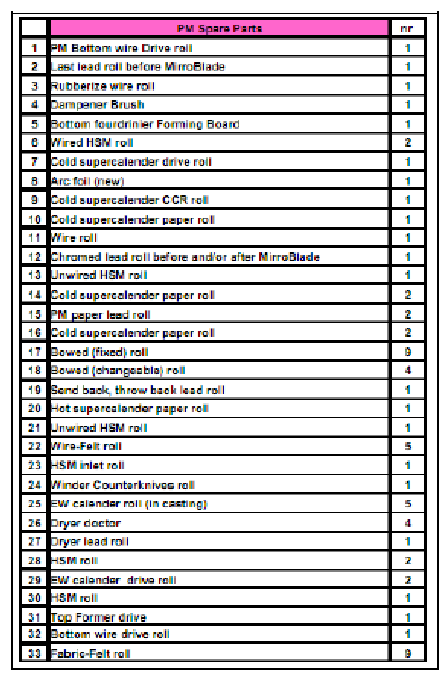
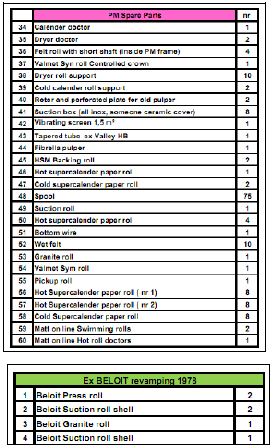
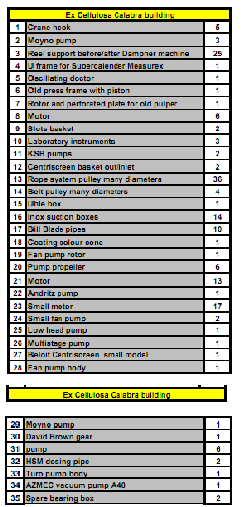
SPARE PARTS AVAILABLE